The thinking factory is here: How machines are now learning to optimize themselves – From Bosch and Siemens to Tesla – Image: Xpert.Digital
Machine breakdowns are a thing of the past; lower costs, zero errors thanks to digital twins and similar technologies – this AI transformation is turning German industry upside down
From Bosch and Siemens to Tesla: This is what the production of the future looks like in the smartest factories
Imagine a factory that doesn't just follow rigid commands, but thinks for itself, learns, and improves independently. What sounds like science fiction is becoming tangible reality thanks to artificial intelligence (AI), heralding the biggest revolution since the invention of the assembly line. In this highly networked ecosystem, AI acts as a central brain, processing immense amounts of data from thousands of sensors in real time. The Internet of Things (IoT) forms the nervous system, seamlessly connecting machines, products, and processes and enabling autonomous communication.
The results of this transformation are already impressive and far-reaching: Predictive maintenance prevents costly machine breakdowns before they even occur. AI-powered camera systems perform quality control with a precision unattainable by humans, reducing error rates to near zero. Intelligent algorithms optimize energy consumption and save companies millions, while digital twins allow entire production processes to be virtually simulated and perfected without moving a single physical component. This article delves deep into the world of the learning factory, explains the key technologies from 5G to machine learning, and uses concrete examples from pioneers like Siemens and Bosch to show how the industrial future is being shaped today.
Related to this:


The factory as a learning system – Artificial intelligence is revolutionizing industrial production
Industrial production is undergoing a fundamental transformation. While traditional manufacturing facilities have operated according to rigid patterns, intelligent production environments are now emerging that can think independently, learn, and continuously optimize themselves. This revolution is being driven primarily by artificial intelligence, which, in combination with the Internet of Things, is ushering in a new era of manufacturing.
Fundamentals of intelligent production
The foundation for learning factories lies in the fusion of various technologies. Artificial intelligence acts as the central nervous system, processing countless data streams from sensors, machines, and production processes in real time and deriving intelligent decisions from them. These AI systems can recognize patterns that often remain invisible to human experts, thereby uncovering optimization potential that enables significant efficiency gains.
The Internet of Things (IoT) creates the necessary networking infrastructure for these intelligent systems. Through the integration of sensors, actuators, and communication technologies, cyber-physical systems are created that establish a seamless connection between the physical production environment and digital data processing. This networking enables machines and systems to communicate with each other, monitor themselves, and react autonomously to changes.
Sensors play a crucial role as a link between the physical and digital worlds. Modern production facilities are equipped with thousands of sensors that continuously collect data on temperature, pressure, vibration, energy consumption, and product quality. This sensor data forms the basis for all AI-based optimizations and enables precise, real-time monitoring of all production processes.
Predictive maintenance as a key technology
One of the most revolutionary applications of artificial intelligence in industrial production is predictive maintenance. This technology uses machine learning algorithms to continuously analyze the condition of machines and equipment and predict wear and tear as well as impending defects. Instead of relying on fixed maintenance intervals or unplanned downtime, predictive maintenance enables on-demand maintenance at the optimal time.
The system's functionality is based on the continuous analysis of operating data by specialized algorithms. These algorithms can detect even the smallest deviations from normal operation and draw conclusions about the wear condition of individual components. The analysis considers not only current measurements but also historical data trends and environmental conditions.
The economic advantages are considerable: Companies can reduce their maintenance costs by up to 25 percent while simultaneously increasing the availability of their equipment. Unplanned downtime, which is often particularly costly, can be largely avoided through the timely prediction of problems. This leads not only to direct cost savings but also to improved planning of overall production.
Automated quality control through computer vision
Quality assurance is undergoing a fundamental transformation through the use of AI-supported image processing systems. Modern computer vision systems can detect errors and deviations with an accuracy that far surpasses human inspectors. These systems operate around the clock without fatigue and can reliably identify even the smallest defects.
The technology utilizes deep learning algorithms trained on large amounts of image data. This allows the systems to learn to distinguish between flawless and defective products and even detect new types of defects not explicitly included in the training data. This ability for continuous improvement makes AI-based quality control particularly valuable for complex production processes.
AI technology is already being used in various industries with impressive results. In the automotive industry, AI systems can assess surface defects, welds, and assembly problems with the highest precision. In electronics manufacturing, they monitor the correct assembly of circuit boards and detect even microscopic defects. This automated quality control enables 100% inspection of all manufactured parts, which would be economically unfeasible with manual inspection.
Related to this:

Energy optimization through intelligent algorithms
In light of rising energy costs and stricter climate targets, optimizing energy consumption is becoming a crucial competitive factor. AI systems can analyze the energy requirements of production facilities in real time and suggest optimization measures that lead to significant savings. These intelligent energy management systems take into account not only current consumption but also production schedules, weather data, and energy prices.
The algorithms recognize patterns in energy consumption that are often imperceptible to human operators. For example, they can identify which machine combinations are particularly energy-efficient or at what times energy demand can be reduced without impacting productivity. By integrating renewable energies, the systems can manage production operations to maximize the use of solar or wind power.
Concrete examples demonstrate the potential of this technology: The Bosch plant in Homburg was able to reduce its overall energy consumption by 40 percent through AI-supported energy optimization. This included optimizing the compressed air system, which normally accounts for 15 to 20 percent of total energy consumption in production. Intelligent leak detection and demand-based control resulted in annual savings of €800,000.
Digital twins as virtual production environments
Digital twins represent one of the most advanced applications of AI in industry. These virtual representations of real-world production facilities make it possible to simulate, optimize, and test processes without impacting physical production. Through continuous synchronization with real-time data from the actual plant, digital twins can make precise predictions about the behavior of complex systems.
Developing a digital twin requires the integration of various data sources and technologies. Sensor data from the real-world plant is combined with physical models, historical operational data, and AI algorithms. The result is a dynamic simulation that automatically adapts to changes in the real world and continuously learns.
The applications are manifold: Production engineers can virtually test new product variants before transferring them to real-world manufacturing. Maintenance teams can practice complex repairs on the digital twin first. Production planners can simulate different scenarios and determine the optimal configuration for varying requirements. These virtual tests not only save time and money but also reduce the risk of errors in actual production.
A new dimension of digital transformation with 'Managed AI' (Artificial Intelligence) - Platform & B2B solution | Xpert Consulting


A new dimension of digital transformation with 'Managed AI' (Artificial Intelligence) – Platform & B2B solution | Xpert Consulting - Image: Xpert.Digital
Here you will learn how your company can implement customized AI solutions quickly, securely and without high entry barriers.
A managed AI platform is your all-inclusive, worry-free solution for artificial intelligence. Instead of dealing with complex technology, expensive infrastructure, and lengthy development processes, you receive a ready-made solution tailored to your needs from a specialized partner – often within just a few days.
The key advantages at a glance:
⚡ Rapid implementation: From idea to ready-to-use application in days, not months. We deliver practical solutions that create immediate added value.
🔒 Maximum data security: Your sensitive data stays with you. We guarantee secure and compliant processing without sharing data with third parties.
💸 No financial risk: You only pay for results. High upfront investments in hardware, software, or personnel are completely eliminated.
🎯 Focus on your core business: Concentrate on what you do best. We take care of the entire technical implementation, operation, and maintenance of your AI solution.
📈 Future-proof & scalable: Your AI grows with you. We ensure continuous optimization and scalability, and flexibly adapt the models to new requirements.
More information here:
Autonomous production assistants: AI meets operational practice
Practical implementation in German companies
German industrial companies are playing a pioneering role in the implementation of intelligent production systems. Bosch has developed a comprehensive platform with its Nexeed system, which combines various AI applications in production. At its Blaichach site, over 60,000 sensors are used to monitor ESP production, resulting in a 25 percent reduction in production downtime.
At its electronics plant in Amberg, Siemens is demonstrating how a fully networked smart factory functions. The plant produces control devices with a defect rate of only 12 defects per million products. This exceptional quality is achieved through the use of AI systems that monitor every production step and intervene immediately in case of deviations.
Tesla's Gigafactory in Berlin demonstrates how modern production methods and sustainability can be combined. The factory uses AI-controlled robots for vehicle assembly and features solar panels on the roof that cover part of its energy needs. This integration of various technologies makes the factory a model for sustainable industrial production.
Related to this:

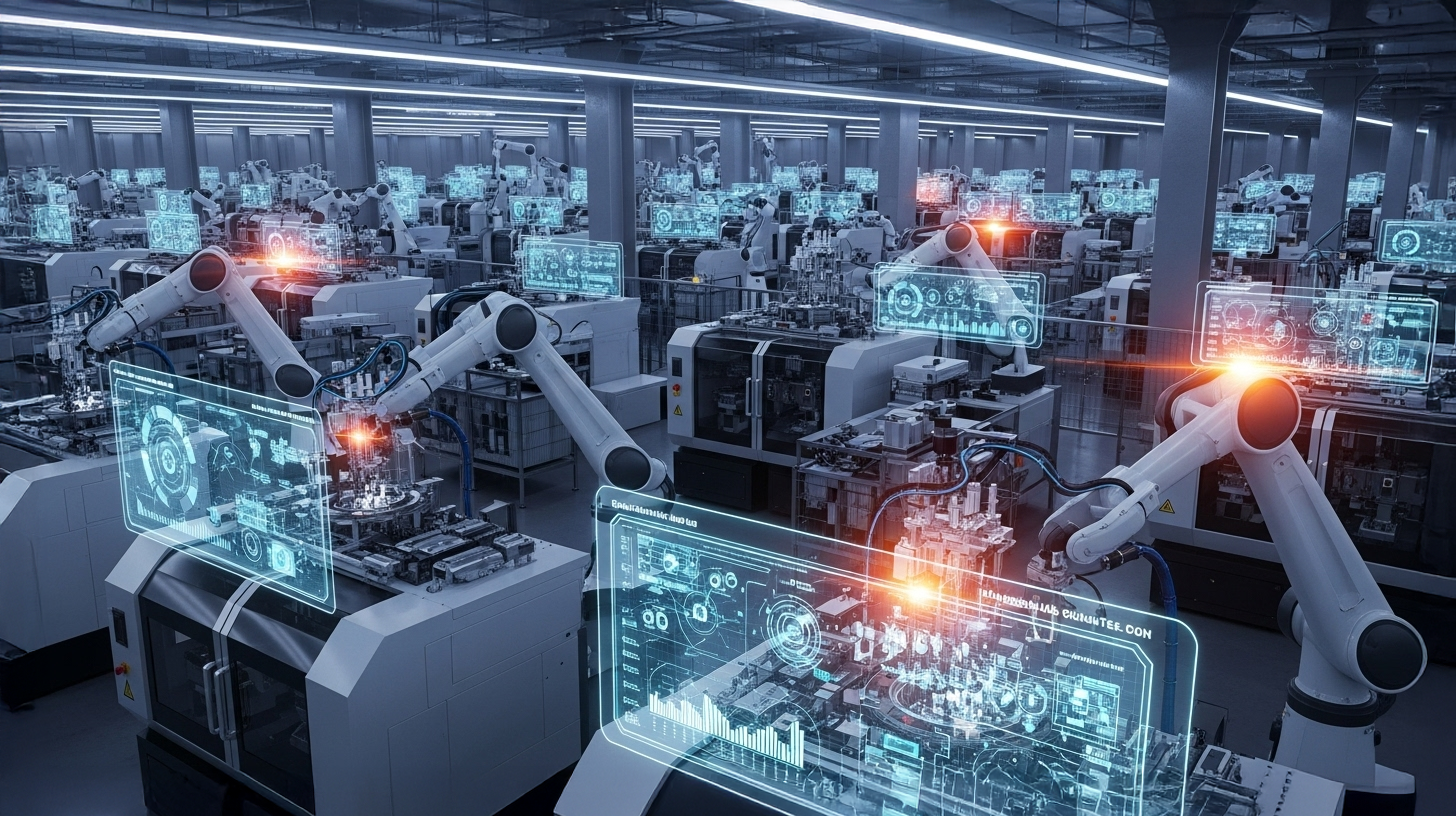
Cyber-physical systems as the backbone of the Smart Factory
Cyber-physical systems form the technological backbone of modern smart factories. These systems connect physical components such as machines, robots, and transport vehicles with intelligent software and communication technology. The result is self-organizing production systems that can autonomously react to changes and continuously optimize themselves.
The architecture of cyber-physical systems is based on embedded computers that communicate with each other via networks. This decentralized intelligence makes it possible to efficiently control even complex and geographically distributed production processes. Each component of the system can both receive and send data, thus contributing to the overall intelligence of the factory.
The complexity of modern cyber-physical systems renders traditional planning methods obsolete. Instead, adaptive systems are emerging that can self-organize and respond to unforeseen events. This resilience is particularly important in a time when supply chains are frequently disrupted and customer requirements change rapidly.
Related to this:

Internet of Things in the production environment
The Internet of Things (IoT) provides the necessary connectivity for intelligent production systems. By networking machines, workpieces, and logistics systems, data-rich environments are created that enable precise control and optimization. Modern factories have thousands of networked devices that continuously exchange information.
Implementing IoT systems in production requires robust and reliable communication technologies. Industrial applications place higher demands on latency and availability than consumer-oriented IoT devices. Therefore, specialized protocols and network architectures are used that function reliably even under harsh industrial conditions.
The amount of data generated in networked factories is enormous. A typical production plant can generate several terabytes of sensor data daily. This data deluge requires powerful analytics systems and intelligent filtering algorithms capable of extracting relevant information in real time. Only in this way can the full potential of the Industrial Internet of Things be realized.
5G as an enabler for smart factory applications
The new 5G mobile communications standard plays a key role in the realization of smart factories. With data rates of up to 20 gigabits per second and latency times of less than one millisecond, 5G enables time-critical applications that were not possible with older technologies. Autonomous transport systems, real-time control of robots, and coordinated machine communication are only made possible by this technology.
5G-based campus networks offer industrial companies the opportunity to build their own high-performance communications infrastructure. These private networks are separate from public mobile networks, thus offering greater security and guaranteed performance parameters. This allows companies to maintain control over their critical communications infrastructure.
The Siemens plant in Berlin-Spandau demonstrates the practical possibilities of 5G in industry. Autonomous transport robots navigate through the factory and are coordinated in real time via the 5G network. The low latency enables precise control even at high speeds, while the high bandwidth allows for the simultaneous operation of many autonomous systems.
Related to this:


Machine Learning in Production Optimization
Machine learning is increasingly used to optimize complex production processes. These algorithms can learn from historical production data and recognize patterns that lead to improvements in quality, efficiency, and throughput. The ability of machine learning systems to function even in unstructured and changing environments is particularly valuable.
The challenge of using machine learning in production lies in the availability of high-quality training data. Production data is often complex, noisy, and incomplete. Therefore, industrial ML applications require specialized preprocessing methods and robust algorithms that can deliver reliable results even with incomplete data.
Reinforcement learning, a special form of machine learning, enables machines to learn and optimize themselves through trial-and-error processes. Researchers at the University of Siegen have developed systems in which industrial machines can independently adjust their operating parameters and correct errors. These self-learning machines can continuously improve their performance, much like children learn to walk.
Challenges for SMEs
While large industrial corporations are already successfully implementing AI technologies, medium-sized companies face particular challenges. The complexity of the technologies, high investment costs, and a shortage of skilled workers often make it difficult to adopt intelligent production systems. At the same time, the potential for increasing efficiency is especially high for smaller companies.
The solution often lies in phased implementation strategies that don't require a complete overhaul of the company. So-called "low-cost Industry 4.0 solutions" enable even smaller businesses to benefit from smart technologies. Initially, individual areas such as quality control or predictive maintenance are digitized before comprehensive networking takes place.
Government funding programs like the “Demonstration and Transfer Network for AI in Production” support small and medium-sized enterprises (SMEs) in technology transfer. At locations in Aachen, Berlin, Dresden, and other German cities, demonstrators are being developed to practically showcase the possibilities of AI in production to SMEs. These transfer initiatives help transform theoretical knowledge into applicable solutions.
Autonomous production assistants: Better decisions thanks to integrated AI
The development of intelligent production systems is still in its early stages. Current trends indicate that AI agents will play an increasingly important role. These digital assistants can autonomously perform complex tasks and coordinate various systems. In the future, they will act as an interface between human experts and intelligent machines.
Edge computing will bring the processing of production data closer to the source. Instead of transferring all data to central cloud systems, powerful edge computers will be installed directly in the production facilities. This reduces latency and increases data security, as sensitive production data does not have to leave the factory premises.
The integration of various AI technologies will lead to even more intelligent systems. Computer vision, natural language processing, and predictive analytics will be combined into comprehensive production assistants that can support human experts in complex decisions. These systems will not only analyze data but also provide recommendations for action and predict their impact.
The factory of the future
The factory of the future will be a fully networked, self-learning system that autonomously responds to changes and continuously optimizes itself. Humans and AI systems will work closely together, with technology taking over repetitive and analytical tasks, while human experts can focus on creative and strategic challenges.
Sustainability will be an integral part of intelligent production systems. AI-driven energy optimization, resource-efficient production processes, and a smart circular economy will help to drastically reduce the environmental impact of industrial production. At the same time, personalized products in batch size one enable customer-specific manufacturing without compromising efficiency.
The vision of the learning factory is already becoming a reality in pilot projects and demonstrators. As technologies mature and costs decrease, intelligent production systems are also becoming accessible to smaller companies. The Industry 4.0 revolution is therefore no longer just around the corner – it has already begun and will fundamentally change the way we produce.
Your AI transformation, AI integration and AI platform industry expert
☑️ Our business language is English or German
☑️ NEW: Correspondence in your native language!

Konrad Wolfenstein
I and my team are happy to be available to you as your personal advisor.
You can contact me by filling out the contact form here wolfenstein@xpert.digital:or simply call me at +49 7348 4088 965. My email address is
I'm looking forward to our joint project.